中国制造业典型的产业结构叫做杠铃式、也叫做双峰式。
顾名思义,低端和高端制造业相对较发达,低端制造业不用说,东莞、义乌等说明了一切,打火机产业如何拉爆全球,这些都是老生常谈,高端制造业也并非仅仅是2.5nm的芯片制造,可以说较高端的制造,中国铺设的已经不少了。
我举个很多人都没关注过的领域,电动车电机的减速齿轮这个基础设备的加工,中国目前就没有这个能力全产业链打通,多数机床、刀具都得用国外的。
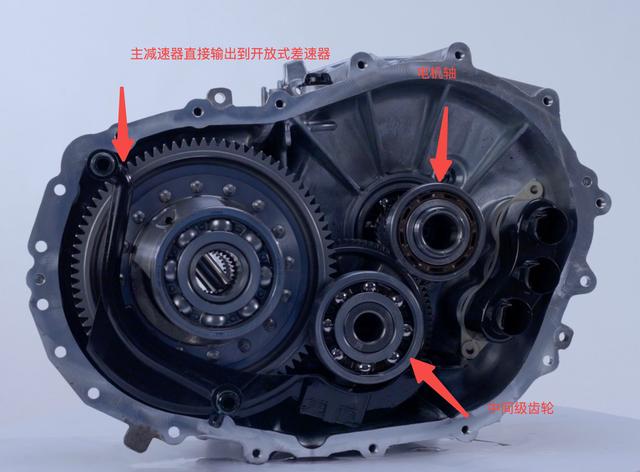
一、齿轮加工简述以BEV常见的减速器齿轴为例,输入轴、中间轴 中间盘 主减,大概四个零件构成一个减速器总成。
 二、调质等温正火
二、调质等温正火总体来说,是盘 轴。轴类和盘类产品的加工工艺流程是大致相似的,但也有一定的区别。我仅作为事例给大家分享。首先,原材料要过采购,一般是20MnCr5的低碳钢,这个市场很常见,只要炉号对应好不会有太大差错。紧接着对钢胚进行锻打消除内部结构缺陷得到齿坯。紧接着进入调质炉等温正火

仅为示意图
四、滚齿接下来就正式进入齿轮的加工了,首先是滚齿,一般用到展成法,行业里也称之为包络法或者共轭法,这是齿轮的粗加工一种方式,因为效率高/成本低,因而得到了最广泛的应用。一般来说,滚刀是蜗杆状的结构,你可以看作是一条无限长的齿条在无间隙地啮合,这种类型的刀具,国内可以生产,但耐久度还是不如德国。

利用砂轮对齿面表面进行精加工磨削。一般是采用展成法的蜗杆砂轮磨齿机。代表性设备公司/品牌:德国的Kapp-Niles、利勃海尔、瑞士的莱斯豪尔,美国格里森、日本Nidec也有开发磨齿机但市场认可度不及上述三家。国内重庆机床等品牌也开发了磨齿机,但尚未得到下游主机厂的广泛认可。

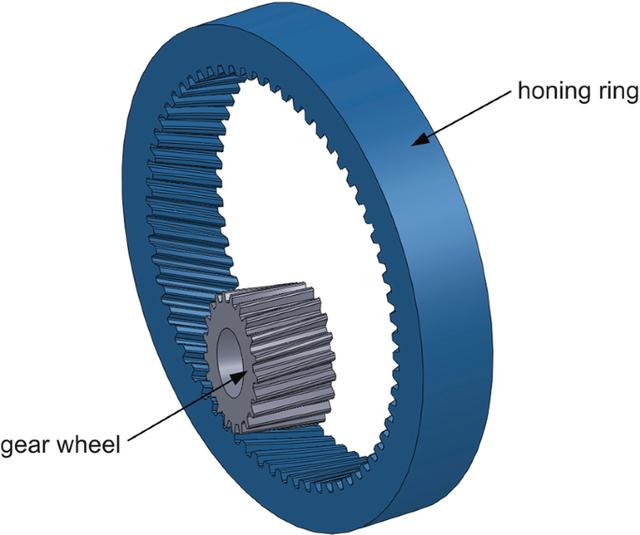
珩齿,刀具为内齿形齿圈状,代表设备公司/品牌:德国Prawema

磨齿后的齿轮产品,部分指标可达到DIN4级,同时还有傅里叶指标要求。这是当前高精度齿轮制造过程中最为核心的工艺。
常见有格里森(美国)、温泽(德国)、克林贝格(德国)、蔡司(德国)的对标结论,齿轮类产品在磨齿/珩齿后一般可达到DIN5/6级精度。
结尾这篇帖子大概主旨是,金属加工的产业升级是利润率最高的肥肉,但请注意,不是能加工出来就能得到这份利润,而是机床、刀具材料的售卖,才是真正的利润大头,正所谓,卖给淘金客铲子和水的人,致富都比淘金客本身要快得多,就是同样的道理。
因为工艺这种东西,没有无法逾越的,国内的厂商比如双环动力、银轮股份,慢慢做实验,也能摸索出来,这些企业的优势和护城河,反而是设备/规模效应,他们的智慧之处是不寻求利用市场支配地位,攫取超额利润,而是控制一个价格,做到“别人可以做,但会亏本,而我耕耘多年,规模起来之后能攫取可观但收敛的利润。细水长流,不竭泽而渔,是他们的优势
可中国制造业升级的优势呢?显然还需要挖掘很多,因为无论是双环还是银轮,都只是利用这些昂贵的工具进行生产再制造,而不是制造这些昂贵的工具并收割高昂的出厂 售后利润。这就是我们和德国、欧洲、美国之间的差距。
老王曾不止一次地说过,汽车产品,仅仅是工业露出水面的【冰山一角】真正厉害的部分,是水下的“根基”,现在中国汽车再吹得天花烂坠,最多只是制造业水面上一块较大的浮冰,只有把机床这块硬骨头啃掉,才能有真正的发展。

并且,汽车制造业有益之处在于,批量制造对企业的考验远比参加一场比赛、拿到某一个指标的复杂度要高得多,成本、量产速度、工艺精度,三者都有要求的时候,对制造业的考验就变得非常严峻了。 兄弟们,路还很长,我们一起见证中国制造业的崛起吧。
相关文章









关于作者

猜你喜欢































